Ά®ΙΐΕ‘¥σΝΩ≥εΜς ‘―υΒΡ≤βΝΩΚΆΙέ≤λΘ§ΖΔœ÷≤…”Ο≥ΘΙφΙΛ“’ΥυΦ”ΙΛ ‘―υΒΡΗΏΕ»ΓΔΩμΕ»ΓΔ≥ΛΕ»Β»÷Η±ξ±»Ϋœ»ί“ΉΩΊ÷ΤΘ§ΒΪ≤…”Οœ≥ΒΕΜρά≠ΒΕΥυΦ”ΙΛΒΡ ‘―υ»±ΩΎΘ§Τδ…νΕ»ΓΔΫ«Ε»ΓΔΆβ–ΈΒ»÷Η±ξΨυΈόΖ®¬ζΉψGB229÷–ΒΡΦΦ θ“Σ«σΘ§Έ“Ο«≤…”ΟCST-C–Ά≥εΜς ‘―υ»±ΩΎΆΕ”Α“«Φλ≤ιΝΥΤ’Ά® ‘―υΒΡ»±ΩΎ…νΕ»ΓΔΫ«Ε»ΓΔΆβ–ΈΒ»÷Η±ξΘ§ΡΩ«Α¥φ‘ΎΒΡ÷ς“Σ»±œί «»±ΩΎ…νΕ»≥§±ξΘ®Ιΐ…νΜρΙΐ«≥Θ©Θ§Ϋ«Ε»≥§±ξΓΔΗυ≤Ω‘≤ΜΓ≥§±ξΒ»Θ§ΨΏΧε«ιΩωœξΦϊΆΦ1.1-1.6ΓΘ
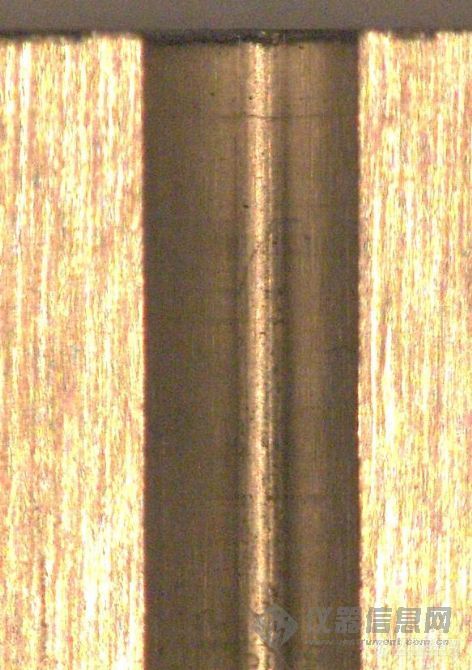
ΝμΆβ–η“ΐΤπΉΔ“βΒΡ «ΘΚ‘ΎGB/T229-1994ΓΕΫπ τœΡ±»≥εΜς ‘―ιΖΫΖ®ΓΖ5.4Ων÷–ΙφΕ®Θ§ΓΑ ‘―υ»±ΩΎΒΉ≤Ω”ΠΙβΜ§Θ§Ε‘”Ύ÷Ό≤Ο ‘―ιΘ§»±ΩΎΒΉ≤Ω¥÷≤ΎΕ»≤Έ ΐRa”Π≤Μ¥σ”Ύ1.6umΓΘΓ±ΓΘ‘Ύ–¬–όΕ©ΒΡGB/T229-2007ΓΕΫπ τœΡ±»≥εΜς ‘―ιΖΫΖ®ΓΖ6.2Ων÷–ΙφΕ®ΓΑΕ‘»±ΩΎΒΡ÷Τ±Η”ΠΉ–œΗΘ§“‘±Θ÷Λ»±ΩΎΗυ≤ΩΟΜ”–”ΑœλΈϋ ’ΡήΒΡΦ”ΙΛΚέΦΘΓ±ΓΘΒΪΆ®ΙΐΕ‘¥σΝΩ≥εΜς ‘―υΒΡΡΩ ”Ιέ≤λΘ§ΖΔœ÷≤…”Οœ≥ΒΕΦ”ΙΛ»±ΩΎΘ§ΤδΗυ≤ΩΒΡΙβΫύΕ»÷Η±ξ≤Δ≤ΜάμœκΓΘΈ“Ο«≤…”ΟΧε ”œ‘ΈΔΨΒΉ–œΗΙέ≤λΝΥ–¬ΓΔΨ… ‘―υ»±ΩΎΒΡΦ”ΙΛ÷ ΝΩΘ§ΦϊΆΦ1.11Θ≠1.12ΓΘ¥”ΆΦ1.11÷–Ω…“‘ΖΔœ÷Ψ… ‘―υΗυ≤Ω¥φ‘ΎΟςœ‘ΒΡΦ”ΙΛΚέΦΘΘ§ΙβΫύΕ»÷Η±ξΈόΖ®¬ζΉψΦΦ θ“Σ«σΘ®Ra< 1.6umΘ©ΘΜ≤…”Ο–¬ΙΛ“’Φ”ΙΛ»±ΩΎΘ§Ηυ≤Ω÷ ΝΩΟςœ‘”≈”ΎΨ…ΙΛ“’Θ§ΙβΫύΕ»÷Η±ξΆξ»ΪΖϊΚœGB/T229ΓΕΫπ τœΡ±»≥εΜς ‘―ιΖΫΖ®ΓΖ÷–ΒΡ“Σ«σΘ§
”Ο≥ΘΙφΙΛ“’Θ®œ≥ΒΕΜρά≠ΒΕΘ©Φ”ΙΛΒΡ ‘―υ»±ΩΎΘ§Τδ…νΕ»ΓΔΫ«Ε»ΓΔΆβ–Έ“‘ΦΑΗυ≤ΩΙβΫύΕ»Β»÷Η±ξ”κGB/T2209-2007…–¥φ‘Ύ“ΜΕ®ΒΡ≤νΨύΘ§’β÷ς“Σ «”…”ΎΡΩ«ΑΙζΡΎΤ’Ά®œ≥¥≤Μρά≠¥≤Ή‘…μΒΡΦ”ΙΛΨΪΕ»…–ΈόΖ®Άξ»Ϊ¬ζΉψ»±ΩΎ…νΕ»“‘ΦΑ‘≤ΜΓΆβ–Έ’β―υΒΡΗΏΨΪΟήΦ”ΙΛ“Σ«σΓΘ
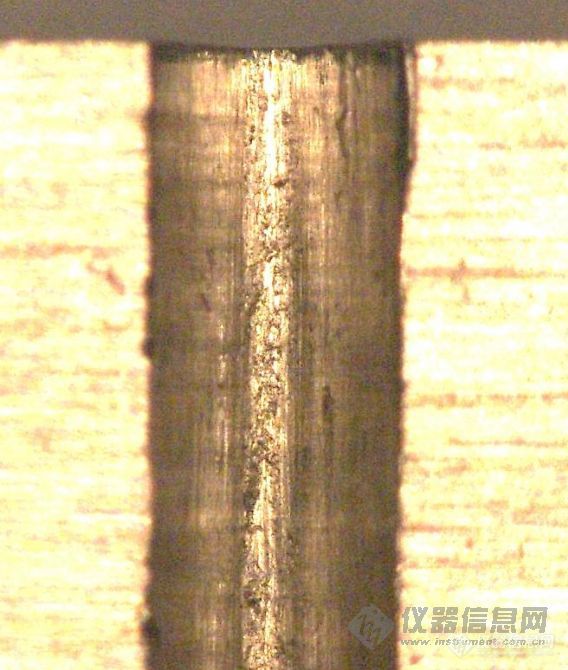
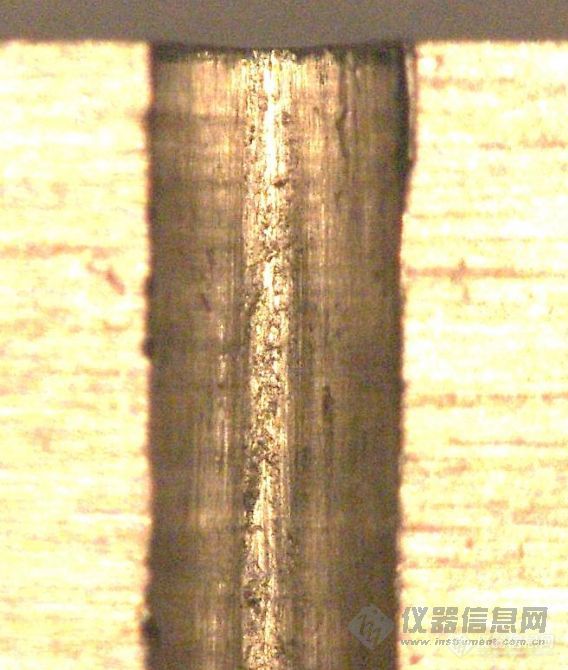
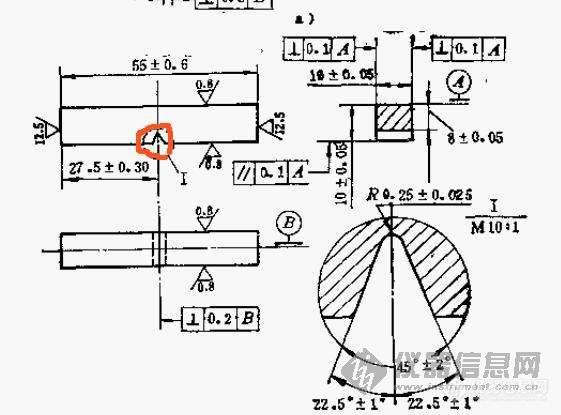
ΆΦ1.1 ΖϊΚœGB229“Σ«σΒΡ»±ΩΎΆΕ”Α
ΆΦ1.2 Τ’Ά® ‘―υ»±ΩΎΆΕ”Α

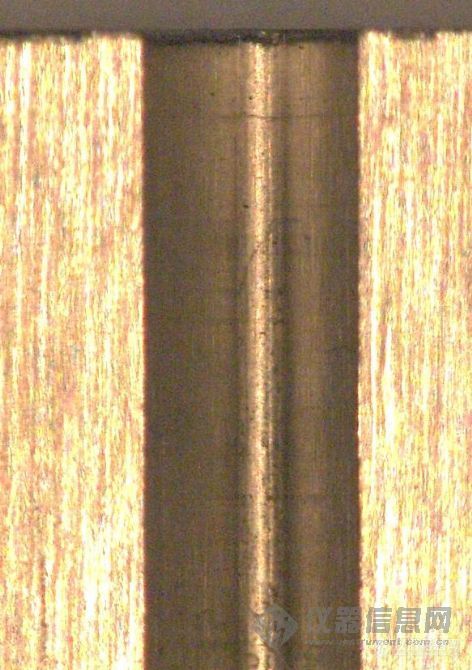
ΆΦ1.11 Τ’Ά® ‘―υ»±ΩΎΗυ≤ΩΆΦœώ
ΆΦ1.12 ΙφΖΕ ‘―υ»±ΩΎΗυ≤ΩΆΦœώ



 Ρζœ÷‘ΎΒΡΈΜ÷ΟΘΚ
Ρζœ÷‘ΎΒΡΈΜ÷ΟΘΚ